首頁 >> 鋼鐵第一
新中國第一套自產三輥軋管機組
時間:2019-08-27| 編輯:周利勇|【大 中 小】
上世紀60年代末期,根據冶金部的安排,太原重型機械廠在借鑒國外相關圖紙的基礎上,自行設計制作了一套Φ108毫米三輥機組,在當時鋼管行業屬先進機組。隨后,冶金部將這套機組調撥至衡鋼開展試驗。由于一無資料二無經驗,Φ108毫米三輥機組安裝一度停滯,試驗也無法正常開展。
為全面攻克難關,上世紀70年代中期,衡鋼108車間員工主動請纓,開始著手安裝和調試機組。由于每次試驗用的管坯支數較少,員工們都是用小電爐做管坯加熱試驗,每次兩三根,但無法達到1300攝氏度的穿孔溫度。
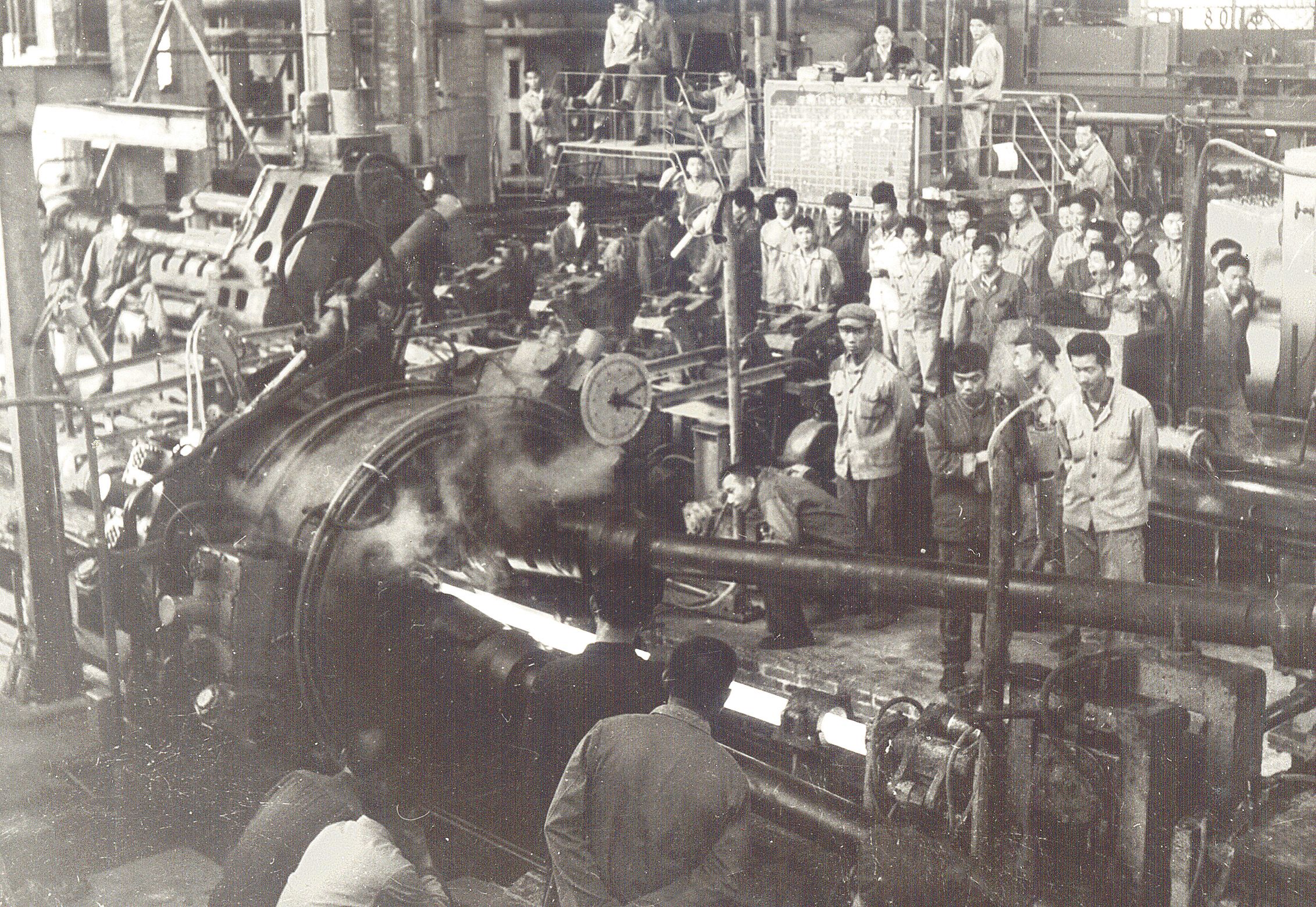
為了不影響試驗,員工們還嘗試自行制作了用煤炭做燃料的土加熱爐,經過多次試驗,穿孔取得成功。沒過多久,車間建好了用重油做燃料的正規環形爐。1978年9月30日,Φ108毫米三輥機組全線熱試取得成功,紅通通的鋼坯從環形爐出爐后,經穿孔機變成一條“火龍”。
1980年,國家相關部門到衡鋼對Φ108毫米三輥機組進行了鑒定,認為該機組設備性能良好、操作方便、易于掌握,生產的鋼管尺寸精度接近國際水平。Φ108毫米三輥機組的熱試成功,填補了國內軋管設備方面的空白,開辟了生產中厚壁、高精度熱軋無縫鋼管的新途徑。 (本報記者周金云整理)